Умение сваривать инвертором позволяет выполнять работы на даче и в частном доме: починить ворота, поставить забор, создать емкость для жидкости, установить теплицу. Сварочный аппарат обладает постоянным током и небольшой массой, поэтому качество швов высокое, а перенос на любое рабочее место легкий. Сварка инвертором для начинающих дается просто благодаря вспомогательным функциям оборудования. Статья описывает принцип работы с пошаговой инструкцией и способы ведения дуги в различных пространственных положениях.
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
Грамотная организация рабочего места

Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание. Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза.
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла. Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
Подбор диаметра электрода
Сварка инвертором дается легко, если научиться выбирать диаметр электрода в согласии с установленной силой тока и толщиной сторон свариваемого изделия. Слишком тонкие элементы будут перегреваться на большом токе, что накалит ручку держателя и доставит дискомфорт сварщику. Завышенный диаметр не даст нужной степени проплавления и будет постоянно прилипать.
Осваивая сварку инвертором новичку можно выбирать диаметр электрода ориентируясь на толщину металла:
Пошаговый процесс создания сварочного соединения

Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
- Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
- Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
- После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
- Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
- При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
- Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха. Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй - красный. Если принять шлак за железо, то можно оставить много мест не проваренными.
- Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
- Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
- На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Как правильно держать электрод и вести шов

Инверторная сварка дает хорошие результаты, если освоить правильное удержание электрода. Здесь существует несколько положений и техник. Вести шов, расположив электрод под 90 градусов относительно поверхности, можно только в редких случаях, где ограничено пространство для наклона рукой.
Оптимальным является наклон присадочного элемента на 45 градусов от плоскости. Это создает направленное движение для выхода расплавленного железа и облегчает удаление шлака. Вести шов можно слева направо и наоборот, в зависимости от удобства пользователя. Допускается траектория от себя и на себя. Движение осуществляется всегда в сторону наклона электрода, когда необходим хороший провар. Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Между кончиком и деталью нужно выдерживать расстояние 3-5 мм. Оно должно быть стабильным. Если этот зазор сократить, то присадочный элемент будет часто прилипать. При удалении на 6-10 мм дуга рассеивается и перестает вплавлять металл.
Чтобы создать красивый шов в нижнем положении применяется несколько техник колебательных движений кончиком электрода. Это могут быть:
- «лежачие» восьмерки;
- полумесяцы;
- зигзаги;
- спирали;
- треугольники;
- двойные восьмерки;
- повторяющиеся прямоугольники.
Ширина выполнения фигур определяет наружные границы шва. Способ движений выбирается с учетом параметров соединения (где нужно больше присадочного металла на краях или посередине шва). Но это можно реализовать в нижнем положении, когда шлак и сталь не будут активно стекать.
Сварка инвертором в различных пространственных положениях
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения. Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз.
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени.
Сварка инвертором тонкого металла

Отдельную сложность представляет для начинающих сварка тонкого металла. Это может быть лопата или тонкое железо на канистре, емкости для воды. Накладной лист на рамку ворот тоже может быть 0,8-1 мм толщиной. Самым частым требуется подварить кузов автомобиля.
Для овладения этой техникой важно установить ток в пределах 20-30 А. Диаметр электрода лучше всего выбрать 1,6-2 мм. Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски. Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции.
Вести шов необходимо углом вперед, что расширит зону нагрева и не позволит образоваться прожогам. Скорость ведения должна быть немного выше обычной. Полярность устанавливается обратная (+ на держателе). Расстояние между кончиком электрода и изделием выдерживается 5 мм. Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Важную роль играют и электроды. Лучше всего использовать элементы с рутиловым покрытием, которые обеспечивают устойчивое горение и легкое возбуждение. Хорошо начинающему сварщику работать с инвертором, у которого присутствует функция «Форсаж дуги». Это не даст прилипнуть кончику в случае сбивания расстояния.
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины - образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги - это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары - это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры - образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
- Форсаж дуги не даст прилипнуть электроду при сварке тонкой стали. Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
- Горячий старт способствует мгновенному розжигу дуги без предварительных постукиваний об черновой материал. Поддержание высокого напряжения холостого хода в момент разомкнутых контактов повышает общую производительность.
Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.
Для выполнения самых разнообразных задач, а сам процесс сварки несложен и занимает мало времени. Сварка электродом не требует от сварщика высокой квалификации, но при этом электросварка имеет определенные нюансы, которые следует учесть.
Изучать азы сварки для начинающих нужно с теории, плавно переходя к практике. Наша статья - это краткая инструкция по электродуговой сварке для начинающих. Здесь собраны секреты по выбору инвертора, его правильной настройке, кратко описана технология сварки и ее особенности. Конечно, этой информации недостаточно, чтобы с нуля выполнить сварку качественно и быстро, но наша статья поможет вам разобраться в основах.
Прежде чем мы узнаем, как научиться сваривать металл самостоятельно, нужно определиться со сварочным оборудованием. Сварочный аппарат для сварки выбирается не только по цене и внешнему виду, но и по характеристикам. Мы посвятили этой теме несколько статей: , а на любой вкус и кошелек. Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы сможете легко и быстро обучиться.
Также для освоения сварочного дела вам понадобится экипировка. Экипировка - это защита сварщика. Она защищает от брызг металла, от вспышек и потоков ультрафиолета. Стандартный комплект состоит из маски (мы рекомендуем с автоматическим затемнением), подшлемника, рабочего костюма (называемого «роба») и специальных плотных перчаток. В качестве рабочего костюма можно использовать одежду, сшитую из грубой плотной ткани, этого будет достаточно для сварки в домашних условиях.

Чтобы научиться работать сварочным инвертором нужно знать и выполнять требования техники безопасности. Несоблюдение правил может привести к ожогам, пожарам и несчастным случаям. О технике безопасности мы подробно писали , и . Сварочные работы категорически запрещено проводить без огнетушителя рядом. Особенно, если вы работаете на даче или дома.
Также надевайте всю экипировку перед началом работ. Если вы зажжете без маски, то гарантировано получите ожог сетчатки глаз. И вы даже не узнаете об этом, поскольку симптомы начнут проявляться только спустя некоторое время. Вечером поработали без маски всего пару минут, а на утро не сможете открыть веки. При этом даже профессиональные сварщики часто становятся жертвами ожогов глаз (мастера называют это « »), но у них это связано с большим объемом работ, а не с несоблюдением правил. Так что имейте в запасе капли для глаз. Об этом мы писали .
Ручная сварка для начинающих таит и другие опасности. Не забывайте, что при сварке металла вас окружают детали, нагретые до очень высоких температур. Не прикасайтесь к ним до полного остывания, иначе также гарантировано получите ожоги.
Далее поговорим о технологии сварки. Пока можете посмотреть небольшой вводный урок, в нем рассказывается про оборудование и особенности. Обучение сварке и, в целом, обучение сварочному делу требует от вас максимальной концентрации и соблюдения правил. В противном случае сварочный процесс может закончиться плачевно.
Технология сварочных работ
Как научиться сваривать металл с нуля? Этот вопрос задают все новички. Для начала определимся, какие ключевые элементы нам понадобятся для выполнения работ. Это , экипировка и, конечно, . Электроды для сварки имеют широкое применение, они позволяют быстро и качественно соединить различные металлы.
Для сварки инвертором используются так называемые плавящиеся электроды с обмазкой (или покрытием). Покрытие играет защитную функцию, оно не позволяет кислороду проникать в сварочную зону и ухудшать качество шва. Также благодаря покрытию дуга проще зажечь и вести, она стабильна и горит равномерно.

Существует множество типов покрытий. Покрытие выбирается исходя из металла, который нам нужно сварить. Самые популярные обмазки - основная, и кислая. электродами с кислым покрытием производится как на постоянном, так и на переменно токе. С помощью кислых электродов можно легко сварить загрязненный металл (но мы все же рекомендуем его подготовить перед сваркой, о подготовке мы писали ). Кислые электроды принято использовать при сварке не очень важных конструкций из низкоуглеродистой стали.
Электроды с основным покрытием очень интересны. При плавлении обмазка выделяет , который отлично справляется с защитой сварочной зоны. Швы получаются очень прочными и долговечными. При этом работать нужно только с постоянным током, установив обратную полярность. Но такие электроды требуют очень тщательной очистки металла перед сваркой, нужно зачистить поверхность, удалить все загрязнения и очаги коррозии. Если пренебречь подготовкой металла перед сваркой, то после работы со сварочными электродами с основным покрытием на шве будет много и его будет трудно убрать.
Электроды с рутиловым покрытием самые популярные. Они универсальны, стоят недорого и позволяют сварить любой металл. Ими можно варить на постоянном и переменном токе, но всегда читайте упаковку. Ведь некоторые производители выпускают рутиловые электроды для работы только с переменкой или только с постоянкой.
На этом основы сварочных работ не заканчиваются. Нужно правильно подобрать размер электрода, а именно его диаметр. Здесь все просто: чем тоньше металл, тем диаметр меньше. Вот простой пример: нам нужно сварить тонкий лист металла (например, ). Для этих целей мы берем электрод диаметром до 2 миллиметров. И так со всеми остальными металлами. От выбора диаметра напрямую зависит качество шва.
Кстати, существуют разные . Вы можете видеть их на картинке ниже.

Нижний шов самый простой. Варим его, положив деталь горизонтально на ровную поверхность. Мы рекомендуем начинать обучение именно с нижнего шва. похож на нижний, но уже сложнее, поскольку требует от сварщика больше мастерства. Приступайте к горизонтальным швам только после того, как хорошо научитесь делать нижние швы.
Еще сложнее, чем горизонтальные. Электрод нужно вести сверху вниз и под действием силы притяжения расплавленный металл стремительно стекает вниз. Нужно немало опыта и мастерства, чтобы научиться делать вертикальный шов, чтобы при этом он был равномерно проварен. Но самый сложный как раз . Здесь все трудности собраны воедино. Если сварщик может без проблем сварить потолочный шов, значит он настоящий профессионал. Стремитесь к этому и вы тоже сможете стать настоящим мастером своего дела.
Нас часто спрашивают, как научиться сварке трубопровода или как правильно научиться варить различные ? Почему-то у многих это вызывает трудности. Это не удивительно: при сварке трубы швы комбинируются, вам придется уметь варить и нижний, и вертикальный, и потолочный шов, чтобы соединить трубы. Единственное, что мы можем посоветовать - больше практиковаться. Не надейтесь узнать какой-то уникальный способ, с помощью которого можно без труда сварить сложные швы. Только практикуясь вы улучшите свои навыки.
Теперь поговорим о полярности. В статье мы уже упоминали это слово. Скажем простыми словами: при прямой полярности деталь нагревается быстро, расходуется мало. А при обратной полярности все наоборот. Подробнее , обязательно прочтите ее, там мы подробно все объясняем. Обратную полярность используют чаще всего. Ну а прямая полярность нужна для резки металла, например.

Первое соединение металла своими руками нужно начинать с нижнего шва, поскольку он самый простой, как мы уже писали ранее. Для теста можете использовать ненужные металлические детали, которые найдете в гараже. Купите популярные (например, электроды МР-3), можно выбрать подешевле. Такие электроды позволят новичку быстро зажечь и вести дугу, а шов получится не очень качественным (но это пока не главное). Не покупайте электроды УОНИ, поскольку вы просто не справитесь с ними из-за недостатка опыта.
Далее нужно научиться зажигать дугу. Существует два способа: метод постукивания (или касания) и метод чирканья. Разогрейте кончик горелкой и постучите им по детали, затем легко проведите по детали. Движения должны быть плавными и уверенными, в меру быстрыми. Иначе к металлу. Благодаря предварительному прогреву электрода дуга зажжется проще, но в дальнейшем вы должны учиться зажигать дугу без прогрева.
Метод чирканья похож на ситуацию, когда вы поджигаете спичку о коробок. Быстро проведите концом электрода по поверхности металла, без предварительного нагрева. При чирканье электрод уже достаточно разогревается и при поднесении его к поверхности металла легко зажигается. Так проще начать сварку.
Подождите, пока дуга разгорится. Затем приступайте к сварке. Как только вы поднесете электрод к металлу, вы увидите, как он начинает плавится и образовывается участок с углублением. Он называется сварочной ванной. В сварочной ванне визуально заметны все процессы: выделение защитного газа, образование шлака и брызги металла. Следите за процессами в сварочной ванне, чтобы понимать, как нужно вести шов.
Шов ведут плавно, электрод держат на равном расстоянии, не изменяя его по ходу движения. Мы рекомендуем держать короткую дугу, т.е. вести на расстоянии 3 миллиметров от поверхности металла. Новички могут установить меньшее значение силы тока, чтобы случайно не расплавиться металл больше, чем нужно.
Существует три типа ведения швов. Вы можете видеть их на картинке ниже. Самый популярный тип - углом вперед (на картинке обозначается буквой «б»). Буквой «а» обозначен шов под прямым углом, буквой «в» обозначен шов, который ведется углом назад. В зависимости от выбранного направления отличаются и готовые швы. Новичкам для начала рекомендуем вести электрод именно углом вперед.

На этом сварка металла не заканчивается. Шов нужно правильно довести и закончить работу. Нельзя резко отрывать электрод от поверхности металла, иначе дуга погаснет и на конце шва останется заметный кратер. Из-за него может произойти дальнейший раскол соединения. Вместо этого подержите электрод пару секунд на одном месте и затем плавно отведите его назад.
Вместо заключения
Мы рассказали все о том, что нужно знать про сварочное дело, если вы только собираетесь приобрести свой первый сварочный аппарат. Поверьте, не так уж сложно научиться варить сваркой, вы можете в свободное время прочесть пособие по сварке инвертором
или самоучитель по сварочным работам, которые можно легко найти в магазинах со специализированной литературой. Также в интернете есть наглядные уроки сварки для чайников, так что учеба сварке еще никогда не была такой простой. Желаем удачи!
Сварку применяют во многих отраслях экономики РФ. Сварщики работают на строительных площадках, при этом занимаясь созданием подземных и наземных конструкций. Они работают на автомобильных заводах, энергетических комплексах, сельском хозяйстве и на нефтеперерабатывающих предприятиях.
Многие мужчины время от времени используют сварку при решении ремонтных работ в своих жилищах, сварочный шов считается одним из надежнейших способов для соединения деталейКроме того, оцинкованные трубы имеют приятный внешний вид, поэтому их часто используют при создании оригинального дизайна того или иного здания или сооружения.
Таким же образом делается сварка оцинкованного металла, который применяют в строительстве.
Самостоятельная сварка считается сложным занятием. Прежде чем приступить к такой работе, надо изучить правила сварочного процесса и научиться выполнять лёгкие сварочные работы для начинающих специалистов в этом деле.
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 - 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
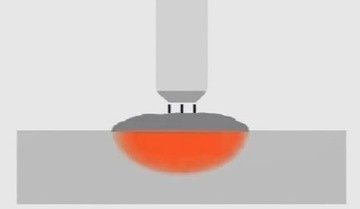
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
- перчатки из грубой ткани (не резиновые);
- для защиты глаз обязательно приобретите сварочную маску с установленным защитным фильтром, который подбирается с учетом величины сварочного тока. Удобнее для сварки применять маску хамелеон. Используемый в ней фильтр распознает дугу и затемняется под ее параметры. Обратите внимание, при низких температурах фильтр не успевает вовремя сработать, при температуре ниже -100С маска хамелеон не обеспечивает защиту;
- грубая куртка и брюки из натурального плотного материала, который не возгорается от искр в процессе сварки. Одежда должна надежно закрывать шею, имеет длинные застегивающиеся рукава, защищающие руки;
закрытая кожаная обувь на толстой подошве.

2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).

6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.

8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).

9. Вот, что приблизительно у нас должно получиться.

Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга

При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга

При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять - личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах.  Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
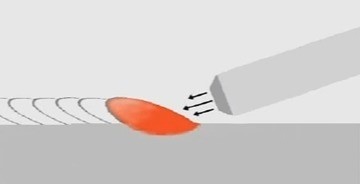
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.

При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки - движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла - деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:

Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
ВКонтакте (0 )
Обычные (37 )
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
большое спасибо!!!
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.

Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.

Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.

Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.

Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.

Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока

Таблица выбора сварочного тока.
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков

Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.